
Основная Информация.
Описание Товара
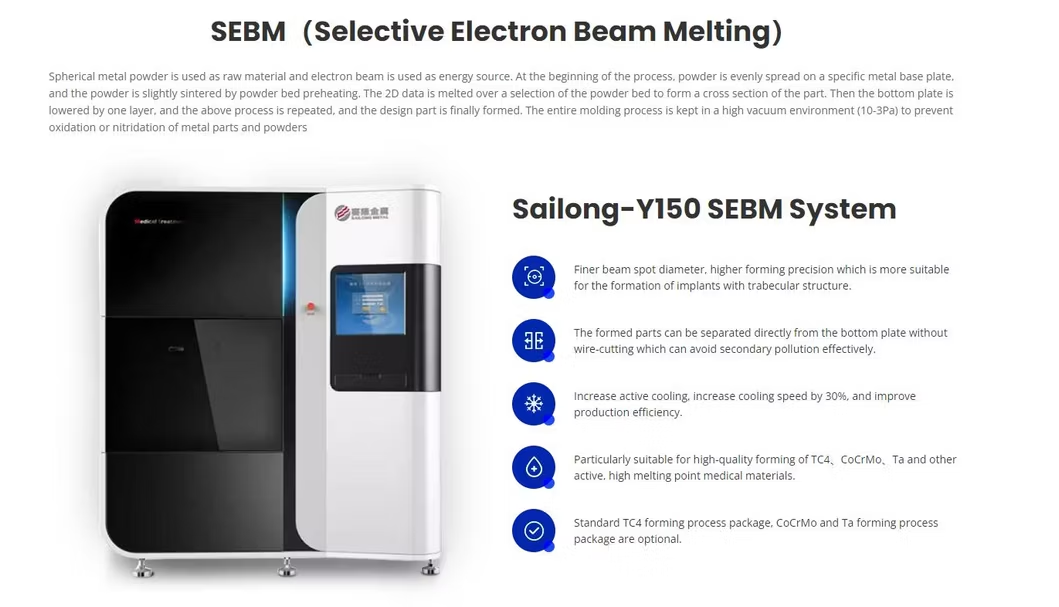
В качестве источника энергии SEBM принимает в качестве сырья сферический металлический порошок и электронный пучок. В начале процесса порошок равномерно распределяется на специальной металлической опорной плите. Порошок слегка спешивается, подогрев порошковую кровать. Нижняя пластина опускается на один слой, и процесс повторяется для формирования проектной детали. Весь процесс формования поддерживается в условиях высокого вакуума (10-3PA) для предотвращения окисления или нитрирования металлических деталей и порошков.
Технического принципа
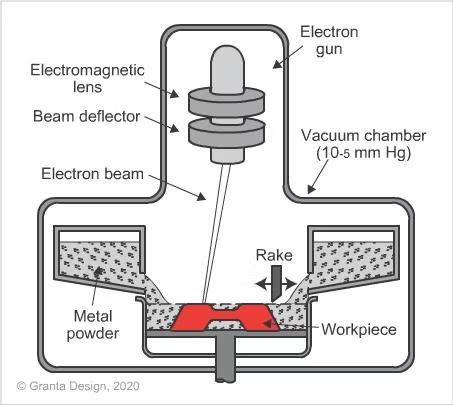
Электронный пучок выпускается в электронном пушке. В электронном пушке имеется вольфрамовая нить, в электронном пушке используется трехступенчатый электронный пушка с прямым нагреванием, чтобы обеспечить постоянное время работы нити вольфрама в 40 часов. Когда электроны ускоряются до 0.1–0.4 раз быстрее света, их энергетическая плотность может достигать 106 кВт/см2. Во избежание рассеяния электронного пучка из-за присутствия атомов газа, вакуумная камера, содержащая электронный пистолет и металлический порошок, имеет давление не более 10E-4мбар. Когда электроны проникают на поверхность порошка и попадают между частицами порошка, скорость электронов уменьшается. За это время кинетическая энергия электронов преобразуется в тепловую энергию, а металлический порошок достигает температуры плавления. Для возбуждения электронного пучка пушка использует массив электромагнитных линз (называемых отражательской катушкой), чтобы луч сканирует поверхность металлического порошка из стороны в сторону и расплавляет её в нужном месте (аналогично тому, как работает обычный телевизионный комплект). Рентгеновское излучение генерируется, когда электроны в пучке ударвают по поверхности порошка в формовочной камере.
Термоэлектронный пушка состоит из катода, затвора и анода. Катод отрицательный и излучает горячие электроны. Затвор отрицательный, что более отрицательный, чем катод. Анод положительный, ускоряя горячие электроны. Три полюса образуют составное поле и играют роль фокусировки, образуя таким образом точку поперечного луча с диаметром поперечного сечения D0 и углом расхождения A0 между затвором и анодом. Когда нить накала нагревается до температуры T, ее энергия выше φ для получения электронов, которые затем выходят из нити накала, образуя пригодный для использования пучок электронов. Нити W и LaB6 используются в качестве трехполюсных пушечных катодов. Кроме катода, имеется сетка под названием цилиндр Wehnelt и заземляющий анод с круглым отверстием в центре. Катод подключается к высоковольтному кабелю, другой конец высоковольтного кабеля подключается к высоковольтному источнику питания, высоковольтный кабель подключается к вольфрамовой нити для обеспечения тока для нагрева нити накала, нить LaB6 не нагревается напрямую, но связывали вместе с металлическим реном с хорошей теплостойкостью. 
1. Высокий коэффициент использования энергии
Энергия, эффективно поглощенная лазерами, составляет лишь около 5% от общей потребляемой мощности. Энергия, эффективно поглощенная электронным пучком, может составлять около 75% от общей электрической энергии. Поэтому в долгосрочной перспективе электронный пучок экономит больше энергии, а эксплуатационные расходы ниже. 
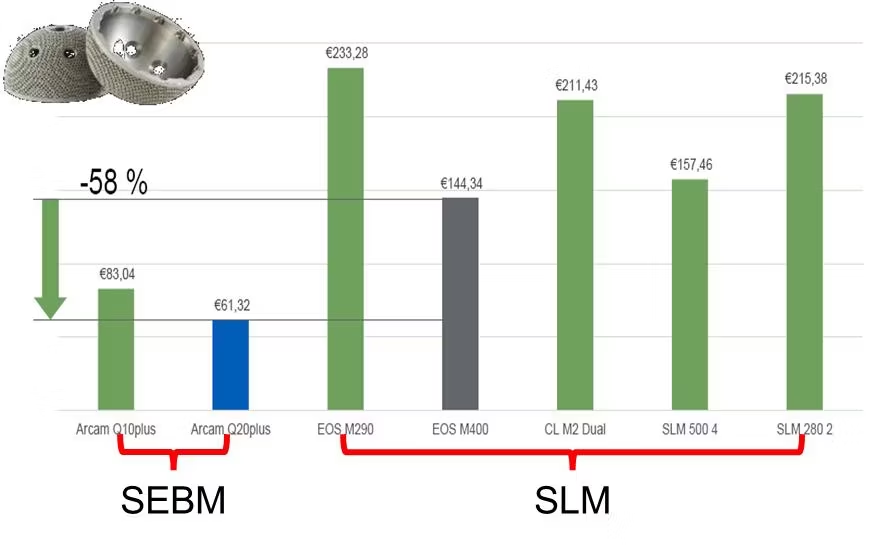
Выходная мощность электронного пучка составляет 3 кВт, а большинство лазеров — 300 Вт; Электронный пучок использует магнитную отклоняющую катушку для выполнения двухмерного сканирования, частоты сканирования до 20,000 Гц, без движущихся частей, в то время как лазер должен заменить зеркало или полагаться на перемещение рабочего стола ЧПУ для осуществления сканирования; SEBM производит титановые ацетабулярные чашки в 5-8 раз более эффективно, чем SLM при меньшей цене, чем в два раза.
3. Без отражения, широкий ассортимент обрабатываемых материалов
Все виды металлических материалов имеют высокую скорость поглощения электронного пучка. В лазерной бурной промышленности absorptance лазера — разные металлические материалы, связанные с длиной волны лазера, могут ограничивать лазерную обработку, виды материалов и в процессе лазерного производства absorptance лазера — твёрдые пороховые материалы низки, образование расплавленного пула, скорость поглощения резко возрастет, что приведет к испарению формовочного материала. В то же время лазер не подходит для обработки высокоотражательной титана, алюминия и высокой температуры плавления вольфрама и других материалов. В области быстрого производства электронного пучка может быть обработан ряд проводящих материалов, а скорость поглощения формованных материалов пучку электронов стабильна в течение всего процесса плавления. 
4. Низкое напряжение формовки
SEBM может разогреть порошковую кровать при 1300°C и в настоящее время является единственной технологией 3D-печати, которая позволяет добиться высококачественной печати хрупких металлических материалов. 
5. Высокая чистота вакуумной среды
Высокая вакуумная среда, снижение содержания кислорода, азота, водяных паров и других примесей, пригодных для печати материалов, чувствительных к воздействию кислорода и активных веществ. 
SEBM формирование материалов и свойств
Материал для формовки SEBM покрыт нержавеющей сталью, титановым и титановым сплавом, сплавом Co-Cr-Mo, инерциальным интерметаллическом соединением, суперсплавом никелевого основания, медным сплавом, ниобия и другие металлы и легированные материалы. Например:
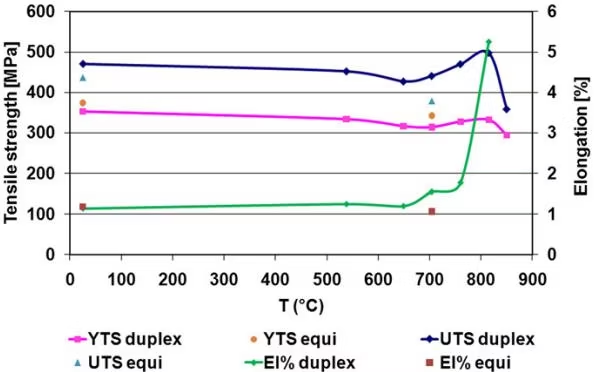
1. Теплоочистные свойства сплава CobMo, образованного SEBM, соответствуют требованиям медицинских стандартов 
Области применения
| 1. Аэрокосмическая отрасль С 2005 года система формирования SEBM компании Arcam AB была приобретена Американским аэрокосмическим центром им. Маршалла, компанией CalRAM для быстрого производства и компанией Boeing для производства фантомов для производства соответствующих аэрокосмических компонентов. |
| 2. Биомедицинский К концу 2017 года в организм человека во всем мире было имплантировано более 100,000 ацетаблярных чашек, подготовленных с помощью технологии 3D-печати с пучком электронов с измельченным пучком, а также ортопедические имплантаты, подготовленные по этой технологии, вовлекают более 20 частей, таких как искусственные суставы, челюстно-лицевые, череп и позвоночник. |
Отображение готовой продукции

Сертификат

ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ
ВОПРОС 1. Вы проверили все свои товары перед доставкой?
Ответ: Да, перед доставкой у нас есть 100%-ая проверка.
В2: Как работает ваш завод в области контроля качества?
О: Качество является приоритетным, мы всегда придаем большое значение контролю качества от сырья до готовой продукции.
В3: Вы являетесь заводом или торговой компанией?
О: Мы производитель . Находится в Гуанчжоу, Китай. Все наши клиенты из дома и за рубежом, тепло приветствуются, чтобы посетить нас!
В4: Как вы выстраиваете долгосрочные и хорошие отношения с нами?
A:1. Мы обеспечиваем высокое качество и конкурентоспособную цену, чтобы обеспечить преимущества для наших клиентов ;
2. Мы уважаем каждого клиента как нашего друга, и мы искренне ведем с ним дела и дружим с ними независимо от того, что мы с ними делаем откуда они пришли.